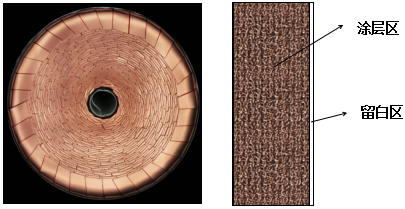
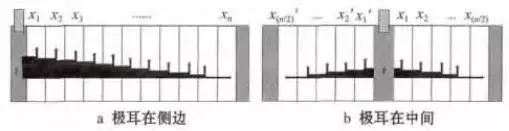
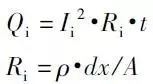
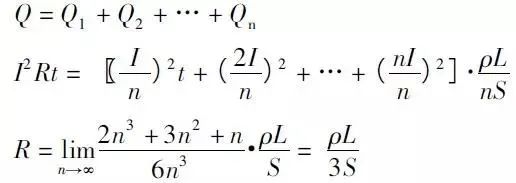
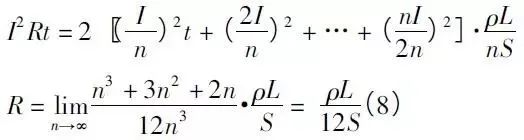
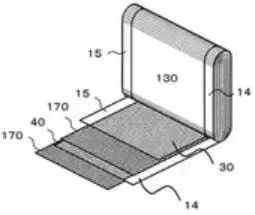
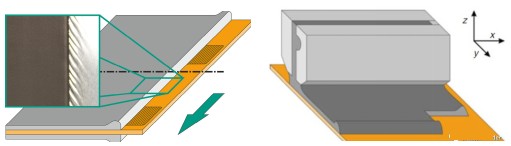
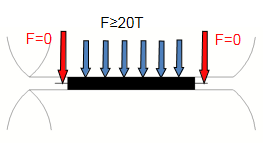
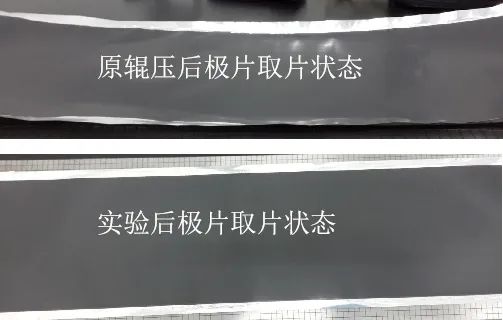
锂离子电池正极辊压加热退火消褶技术 发布时间:2021-12-31来源:未知 编辑:admin 广告位置(首页一通--图文) 以下视频是蜂巢能源锂离子电池生产线上连续涂布正极辊压时的消褶工艺介绍,本文从电池设计、生产工艺上说明为什么采用这种连续涂布的方式生产极片,然后介绍这种极片辊压翘曲、褶皱的根本原因,最后介绍解决措施。 ,时长00:57 1、锂离子电池的极耳设计 特斯拉的电池日发布了无极耳圆柱卷绕电池,所谓无极耳是指没有额外的极耳引流,直接将无涂料的箔材折弯连接到电池壳体上。这种电池设计降低了电池内阻,提高了功率性能。 图1 特斯拉无极耳电池端面及极片设计 其实,叠片式电池相当于几十片小电池并联,电子传输在每一片电极内传输至极耳处,极大地降低了电池集流体的欧姆内阻,其倍率性能远远好于卷绕方式。 在高倍率放电条件下,不同的电池结构,极耳的设计方法也不同。卷绕结构的锂离子电池极耳在一侧时,电流在集流体上的分布见图2a。离极耳最远端的xn处流出的电流,需要经过前面的x1 - xn段,x3段流出的电量需要经过x1 - x2 - x3段……,外部放电电流为I,每一段的反应电流为Ia,则流经x1段集流体的电流为n·Ia,流经x2段集流体的电流为( n - 1)·Ia,流经x3段集流体的电流为( n - 2)·Ia,流经xn段的集流体的电流为Ia。 图2 极耳位置对电流分布的影响 对集流体的每一段,计算电流经过集流体的欧姆热量 式中:ρ 为集流体的电阻率,dx 为每一段的长度,A 为集流体的横截面积。可由下式计算在集流体上的总热量Q,计算在集流体上的热等效内阻R 极耳在极片中间时,电流在集流体上的分布见图2b。同样,利用热量积分计算集流体等效热内阻。 对比极耳两种位置可知,极耳位于中间时,集流体的内阻仅为在一侧时的1 /4,在电极宽度一定时,集流体内阻与长度成正比。 卷绕结构的锂离子电池可在电极极片上多焊接几个极耳,这样在高倍率放电初期,电池内部就会有多个区域内阻较小,电流密度较大,反应速度较快,从而缓解单极耳情况下的剧烈反应。 传统的极耳结构多采用等间距间隙涂布极片,即极耳等间距分布在极片(集流体)一侧,采用间歇涂布机留出等间距的极耳位,这种设计简单、易操作,但在后续卷绕制作工序,随着卷芯直径的增大,极耳在卷芯端部呈现越来越密集的分布度。 而且,采用多极耳会降低电池的额定容量,而且极耳数量增加的话,会增加铝塑膜的热封难度,铝塑膜与极耳之间容易出现预封不良现象,从而导致电池产生短路、胀气和漏液的隐患。 因此,卷绕电池还有一种全极耳极片设计,从极耳角度提高了电池功率特性,在大倍率下电流密度分布均匀,圆柱电池如图1所示特斯拉电池设计。方形电池具体的极片设计如图3所示,正极极片在涂敷正极材料(30)时一侧边缘不涂布的侧面(15)和负极极片涂覆负极材料(40)时留白的一侧面(14)都作为极耳分别焊接在正负极导流体上,正负极极片之间通过隔膜(170)隔离开,这样电流流经的距离短,可以实现高功率密度,极片发热量也小。 图3 全极耳卷绕方形电池 2、连续涂布极片的优点 为了实现这种电池设计,极片涂布生产一般采用连续涂布方式,制备两侧留白的电池正、负极极片,如图4所示。而且对于叠片电池也可以采用这种电极生产工艺,这种工艺具有以下优点: (1)避免了间歇涂布时,间隙涂层的头尾缺陷,如厚边、锯齿,如图4所示,两侧的厚边问题可以通过垫片设计调整。 (2)连续涂布,机头避免往复前进与后退动作,设备更加稳定,涂布速度更快,生产效率高。 图4 涂布厚边现象 但是这种连续涂布的极片存在的主要问题是,极片在轧辊辊压压实后,容易出现极片的翘曲和涂层边缘的褶皱。 3、极片辊压翘曲及褶皱 极片辊压出现翘曲和涂层边缘的褶皱特别容易导致辊压和分切断带,影响卷绕对齐度,必须消除或减弱这种现象。 3.1、产生根本原因 如图5所示,对于连续涂布的极片,辊压时压力作用在涂层区域,涂层被压实,同时作用力通过颗粒传递到箔材上,箔材也会受压发生延展,长度增加,而由于留白部分没有压力作用,不会发生延展,留白区域和涂层区域受压情况不同而导致极片不同位置的延展变形不一致,在涂层边缘产生褶皱,极片发生翘曲。 图5 极片辊压受力示意图 而且,极片压实密度越大,这种情况越严重。本人工作经验表明,NMC三元材料正极极片,压实密度为2.9g/cc时,极片辊压压力小,铝箔延展小,褶皱和翘曲现象不明显。为了增加电池能量密度时,提高极片压实密度,正极压实密度增加至3.1g/cc,褶皱和翘曲现象严重影响极片质量和生产工艺。 3.2、加热退火处理 对于正极极片轧制过程中极片翘曲和留白出现褶皱的问题,通过对留白区域进行加热退火,使其组织结构发生变化,铝箔晶粒回复再结晶,由典型的轧制带状变成等轴状,内应力逐渐消除,铝箔塑性升高,质感变软,留白区铝箔拥有更好的延展性,从而在辊压过程中,留白部分能够与涂布区域一起协同变形,既消除留白褶皱,同时极片翘曲程度降低,有利于后道工序的顺利进行。 回复再结晶的原理 锂离子电池用铝箔一般经历轧制加工成箔材,而金属与合金在塑性变形时所消耗的功,大部分转变成热而散发掉,只有一小部分能量以弹性应变和增加金属中晶体缺陷(空位和位错等)的形式储存起来。形变温度越低,形变量越大,则储存能越高。其中弹性应变能只占储存能的一小部分,约为3-12%。晶体缺陷所储存的能量又叫畸变能,空位和位错是其中最重要的两种。 比如常用铝箔牌号A1085-H18,基本状态和性能如下表所示: 其中,牌号中字母或数字含义为: A -铝和铝合金, 第一位数字 1 表示工业纯铝 第二位数0表示受控杂质的个数为0 第三、四两位85数表示纯铝度百分数小数点后两位数,>99.85% H-产品形状代号,H箔材 H18-出厂状态,加工硬化状态 变形后的金属材料的自由能升高,在热力学上处于亚稳状态,具有向形变前的稳定状态转化的趋势。如果温度升高,原子有了足够高的活动能力,形变金属就能由亚稳状态向稳定状态转变,从而引起一系列的组织和性能变化。 留白加热退火实验测试 辊压之前对铝箔留白区域加热退火,简易装置如图6所示。铝箔牌号为A1085-H18,正极活性物质为镍钴锰三元材料。 图6 加热退火简易实验装置 实验条件为: 加热装置功率:90kW 温度:410℃左右 压力:单侧25T 速度:0.5m/min 加热退火后极片辊压,配合辊压后设置较大的收卷张力,极片状态明显改善,效果如图7所示。 图7 铝箔留白加热退火后辊压极片状态对比 以上是简易实验结果,加热温度,辊压速度等参数需要进一步优化。其中,加热退火两个最重要的工艺参数就是加热温度和保温时间,直接影响铝箔发生回复和再结晶的状态,从而决定组织结构和性质。一般地,铝箔快速退火加热温度为350~410℃。 另外,辊压消褶技术还有pinch工艺, 通过差速拉伸,使得涂覆区和留白区延展长度一致 消除打皱 ,加热退火和pinch工艺配合使用效果更好。