1 前言
近年来随着锂离子电池在新能源汽车以及便携式电子器件中的应用越来越广泛,人们对高性能的电池电极产生了极大的兴趣,因此对电极材料进行了广泛的研究。天然石墨因其成本低、资源广泛并具有合适的充放电特性等特点在负极材料市场中占据重要的地位。但由于天然石墨电极存在可逆充放电容量较小及循环稳定性较差等问题,限制了天然石墨在锂电领域的进一步应用。经大量研究,将天然石墨处理成球状或者类球状 ( 球形化 ) 后能够显著地提升天然石墨材料的电化学性能。球形化的天然石墨材料具有较小的比表面积,更高的振实密度,从而具有更高的首次库伦效率,更高的可逆充放电容量及更优异的循环稳定性,目前广泛地应用于锂离子电池的负极材料。
天然石墨球形化主要是以天然石墨为原料,通过对天然石墨表面进行整形处理,从而得到球状或者类球状的石墨颗粒。这类方法原料成本较低,工艺相对简单,使得球形石墨的生产能够实现大规模的产业化。天然石墨球形化的关键在于球形化设备,选择合适的球形化设备会提高球形化石墨的产出率和各项性能指标,因此石墨球形化设备是目前国内外机械设备领域的研究热点之一。但由于国内外球形化设备生产厂商技术保密等原因,目前对该类设备的公开报道较少。本文综合论述了天然石墨球形化的机理,简要介绍和分析探讨了几类常用的天然石墨球形化设备的应用现状,并在此基础上对石墨球形化设备的发展进行了展望。
2 天然石墨球形化机理分析
目前国内外各球形石墨产商主要使用机械力法对天然石墨进行球形化处理,通过机械作用产生的碰撞、摩擦和剪切等一系列作用力使石墨颗粒发生塑性变形以及颗粒吸附,得到球形石墨成品。生产球形石墨主要以优质高碳天然鳞片石墨或者天然微晶石墨作为原料,这两类天然石墨颗粒外在形貌具有差异性,其球形化机理也有所不同。
天然鳞片石墨颗粒呈片状结构,在球形化过程中主要发生片状弯曲的塑性变形。首先是大片状颗粒折叠弯曲,逐渐被冲击成球状或者类球状,成为球形颗粒的主核;由片状石墨破碎产生或是原料中本就含有的微细颗粒附着在主核上;之后在冲击力不断的作用下,微细颗粒固定或者嵌入在主核表面,不断紧实,最终形成球形石墨颗粒。
天然微晶石墨颗粒呈土状结构,在球形化过程中主要发生研磨。首先是颗粒上尖锐的棱角在冲击力的作用下受到不断研磨逐渐变得光滑圆整;然后是微细颗粒在球状大颗粒表面的吸附、紧实过程。
目前上述石墨球化机理还不完善,由于石墨颗粒受力较为复杂,对天然石墨的球化过程缺乏一定的动力学分析,尚不清楚冲击力如何作用于石墨颗粒使其发生球化变形。
3 球形化设备及应用现状
球形化设备是天然石墨球形化过程中的关键,天然石墨球形化主要发生在球形化设备内部。天然石墨颗粒在设备内部被修整为球形或者类球形的石墨颗粒后,通过分级装置将球形石墨颗粒与剥落下来的微细颗粒分离,从而得到不同粒度分布的球形石墨颗粒。研究人员发现不同球形化设备的选用也会极大影响天然石墨球形化效率以及球形石墨成品质量。
目前有气流冲击法和研磨法两种利用机械力法进行天然石墨球形化的方式。其中气流冲击法的典型代表是高速气流冲击式造粒机以及气流涡旋微粉机,研磨法的典型代表是搅拌磨机,现就这几种球形化设备的应用现状展开具体分析。
3.1 搅拌磨机
搅拌磨机应用于天然石墨球形化处理时,大多采用天然微晶石墨为原料,研磨介质在搅拌装置的作用下做无规则运动,从而产生冲击力。天然石墨颗粒在冲击力作用下,表面棱角被逐渐研磨成圆弧状,得到球形度较高的球形石墨成品。
何明等采用搅拌磨机对天然微晶石墨进行整形,经过一段时间的研磨得到的石墨颗粒呈较为均匀的卵石状,但在此过程中产生了较多的微细颗粒,石墨粒度分布较宽,且石墨结构已明显非晶化;邓成才等采用搅拌磨机对天然微晶石墨进行整形,研磨 4 小时得到了平均粒度为 74μm 的类球形石墨颗粒,产品球化效果不太理想,颗粒边缘还有很清晰的棱角。
利用搅拌磨机对天然石墨的球形化处理主要是湿法研磨,对产品进行干燥即可得到球形石墨成品。但由于研磨介质的无规则运动,石墨颗粒在磨机中的受力过于复杂,石墨颗粒的破碎和球形化比重不好掌控,所以利用搅拌磨机生产出的球形石墨粒度分布较广,产率也不是很高,且研磨时间过长,易破坏石墨本身的片层结构,球化产品不适合应用于电池负极材料中,因此目前该类设备只能应用于实验室探索制备球形石墨,无法很好地运用于大规模的工业化生产。
3.2 高速气流冲击式造粒机
1987 年东京理工大学的小石教授提出了通过高速气流的机械冲击力使微粒子之间发生塑性变形、粘结附着的气流冲击法,并与日本奈良机械制作所共同开发了 HYB 系统( 图 1),该系统成为高速气流冲击式造粒机的典型代表。1999 年 Spahr 等申请了使用高速气流冲击式造粒机生产球形石墨颗粒的专利,之后 Ohzeki 等使用该设备也生产出了平均粒径为 10μm 的球形石墨颗粒。国内的王富祥等、郝向阳等、杨玉芬等在 HYB 系统的基础上通过不断地改进,自主研发设计了一套微纳米颗粒复合化设备 MNPC 系统,该系统的工作原理与HYB 系统原理大致相同,并用该系统生产出了粒度范围 10 ~ 30μm,振实密度达到 0.85g/cm3的球形石墨颗粒。

图 1 HYB 系统外观图
HYB 采取卧式结构,主要由高速旋转的转子、叶片、定子、循环路径等部件组成 ( 图 2)。在加工过程中天然石墨颗粒从进料槽中进入,随着转子引起的高速气流在机体内部高速旋转并迅速均匀分散,在高速气流的冲击下天然石墨颗粒与内壁面、叶片之间以及各颗粒之间反复碰撞、摩擦、剪切,再通过循环入口进入循环路径回到机体内部继续进行球形化的处理,在不断的冲击下天然石墨颗粒逐渐被打磨成球状颗粒。
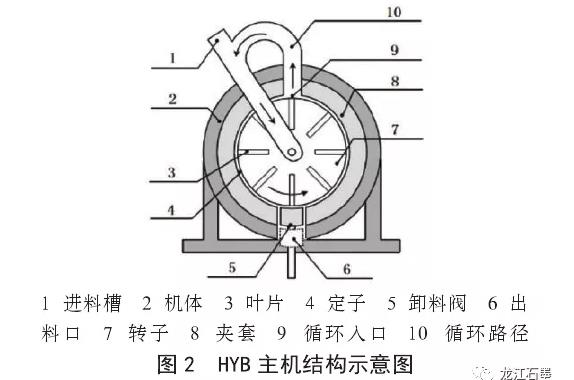
HYB 设备已发展成一种球化效率较高的实验室球化设备,采用 HYB 设备在 5 ~ 15min 内即可生产出 8 ~ 30μm 不同粒径分布,振实密度达到 1g/cm3以上的球形石墨颗粒。该设备为干法石墨球形化设备,不排放液体废弃物,属于环境友好型设备。但受设备容积限制,球形石墨单次生产量较低 ( 单批次处理量仅为 200g 左右 ),目前主要用于实验室级别的小规模多批次生产中,无法运用于大规模连续生产。
3.3 气流涡旋微粉机
气流涡旋微粉机是一种先进的立式微粉碎设备,因其结构简单、粉碎性能好等优点广泛应用于各种微细颗粒的生产制备 ( 图 3)。国内部分厂商发现气流涡旋微粉机的设备结构与原理与高速气流冲击式造粒机相似,引入该设备进行球形石墨生产研究,研究中发现该设备可以很好地应用于球形石墨的生产。

气流涡旋微粉机 ( 图 4) 以天然鳞片石墨为原料进行球形石墨生产,其球化原理与高速气流冲击式造粒机大致相同,都是依靠锤头产生高速气流,带动天然石墨颗粒在设备内部不断剪切、摩擦、碰撞,从而在较短时间内实现天然石墨颗粒弯曲成球。
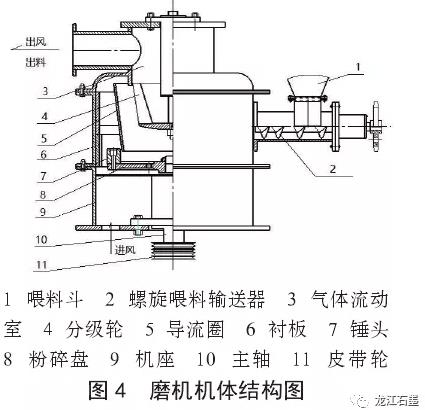
气流涡旋微粉机设置了内置分级机,可以在球形化的同时进行颗粒的分级,提高了设备效率。目前国内外厂家均针对球形石墨生产对气流涡旋微粉机进行了结构上的改进,如日本细川公司研制的 ACM 型气流涡旋微粉机,是气流涡旋微粉机的典型代表,其可以通过锤头与衬套不同配置组合,对不同材料进行破碎或者球化。而国内厂商参考国外微细粉碎先进理论技术和设备,通过对设备关键结构的不断改进研制出了适合国内球形石墨加工环境的气流涡旋微粉机设备,如浙江丰利研发的QWJ 气流涡旋微粉机以及洛阳冠齐研发的新型气流涡旋微粉机等,这些设备根据石墨整形特性改进了锤头、衬板等关键结构参数,在球形石墨工业生产中得到广泛运用。
现可以根据调节气流涡旋微粉机结构参数以及生产工艺参数生产出粒度 5 ~ 35μm,粒度分布较窄的球形石墨成品,振实密度也可达到 1g/cm3以上,可以满足负极材料的使用。设备采用干式生产,省去了成品干燥的程序,在生产球形石墨的过程中同样不会有其它杂质颗粒的介入,且气流涡旋微粉机属于连续型设备,处理量是同容积的高速气流冲击式造粒机的 50 ~ 100 倍,能耗可达 1 800 ~ 2 200kWh/t,因此该类设备受到了球形石墨生产厂商的青睐,近年来广泛应用于球形石墨的大规模工业化生产中。
但是业内普遍认为该设备存在以下不足 : 产线长,通常需要十几道甚至是几十道球化级联处理;球形石墨产率偏低,只能达到 40% ~ 50% 左右;单线产能较低,只有 2 500 ~ 3500t/a。
3 球形化设备发展趋势
综合考虑效率和成本,机械力法可能在未来较长一段时间内是生产加工球形石墨的主要方法。随着技术水平的不断提高,对球形石墨的生产技术也有了新的要求,为了积极应对这样的挑战以及潜在的市场需求,未来球形化设备的发展应注意以下问题。
(1) 球形石墨的大规模工业生产中使用的就是气流涡旋微粉机,其结构特性决定了石墨颗粒在气流涡旋微粉机中的停留时间非常短,需要十几次甚至几十次级联处理才能充分球化,导致成品产率低(40% ~ 50% 左右 ),废料多。还需对气流涡旋微粉机的筒体、锤头、衬板等关键结构以及生产工艺继续改进,简化石墨球化工艺流程,提高石墨球化效率。
(2) 天然石墨颗粒在球化过程中的受力较为复杂,颗粒的剪切、碰撞、摩擦在整个设备内部均有发生,现有的石墨球化机理也缺乏对石墨颗粒具体的受力分析。对石墨球化机理进行深入研究,分析单个石墨颗粒的受力变形,将会是改进现有球化设备以及研发新型球化设备的关键。
(3) 未来球形石墨市场可能会持续出现供应缺口,随着市场对于球形石墨需求量的不断增多以及对产品质量稳定性要求的不断提升,高效球化设备的大型化就显得尤为重要。球化设备大型化可以提高单次生产量,有效降低单位产品能耗,提升产品质量稳定性,从而更好得适应球形石墨生产逐步走向大规模、高质量、低能耗的发展趋势。
作者丨何鹏1,张国旺1,肖骁2,龙渊2,谢睿宁1
(1. 长沙矿冶研究院有限责任公司,湖南 长沙 410012;2. 湖南金磨科技有限责任公司,湖南 长沙 410012)
来源丨中国非金属矿工业导刊 2020年第4期